La possibilità di utilizzare utensili più corti, migliori condizioni di taglio e maggior efficienza grazie alla possibilità di orientare utensili nella direzione ideale rispetto alla superficie da lavorare. Questi, i vantaggi più significativi delle lavorazioni a 5 assi. Per contro l’utilizzo e la programmazione di macchine a 5 assi risultano spesso più complessi e meno intuitivi di quelli di macchine a 3 assi. Leader nella costruzione di sistemi di fresatura a 5 assi di alte prestazioni, Fidia ha sviluppato diverse funzionalità specifiche, che ne semplificano l’uso e consentono agli utenti di beneficiare al meglio dei vantaggi di queste tecnologie.
RTCP
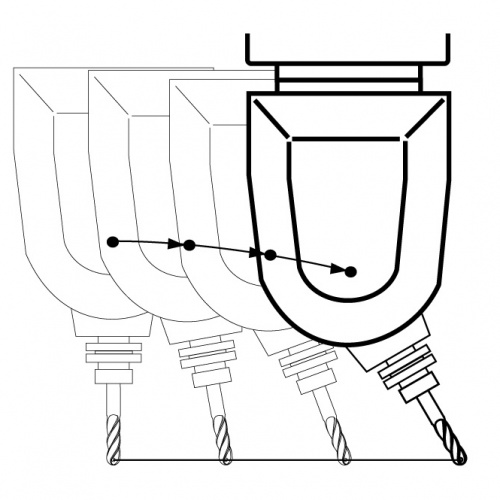
Come funziona
E’ una funzionalità del CNC che compensa lo spostamento del centro utensile dovuto alla rotazione della testa birotativa, in base all’angolo di rotazione e alla lunghezza dell’utensile. E’ prevista un’analoga modalità di funzionamento anche con tavole roto-basculanti (funzione ROTO).
Vantaggi nelle lavorazioni a 5 assi
- programmazione della traiettoria e della velocità di avanzamento del centro utensile, quindi indipendente dalla lunghezza utensile
- definizione della lunghezza utensile a bordo macchina e quindi utilizzo dello stesso programma indipendentemente dalla lunghezza utensile
Vantaggi nelle lavorazioni a 3 e a 5 assi
- in abbinamento con la funzione CQA da volantino, modifica manuale della posizione di uno o più assi rotativi durante la lavorazione, per evitare possibili collisioni o per migliorare le condizioni di taglio
Vantaggi in modo manuale
- posizionamento da pulsante o da volantino degli assi rotativi, mantenendo fermo il centro utensile
TCS
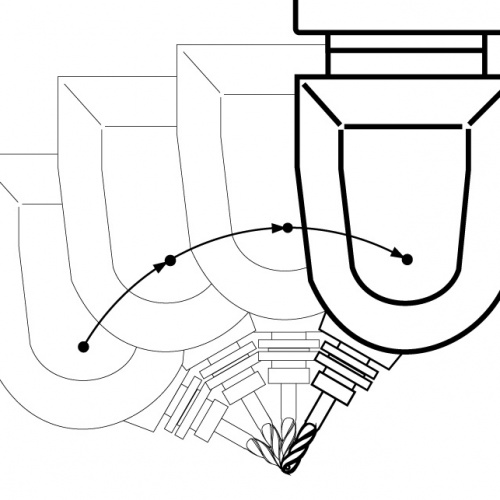
Come funziona
E’ una funzionalità del CNC che consente di ruotare il sistema di riferimento secondo due modalità:
- programmando gli angoli di rotazione e il centro utensile G194 Rx Ry Rz Cx Cy Cz
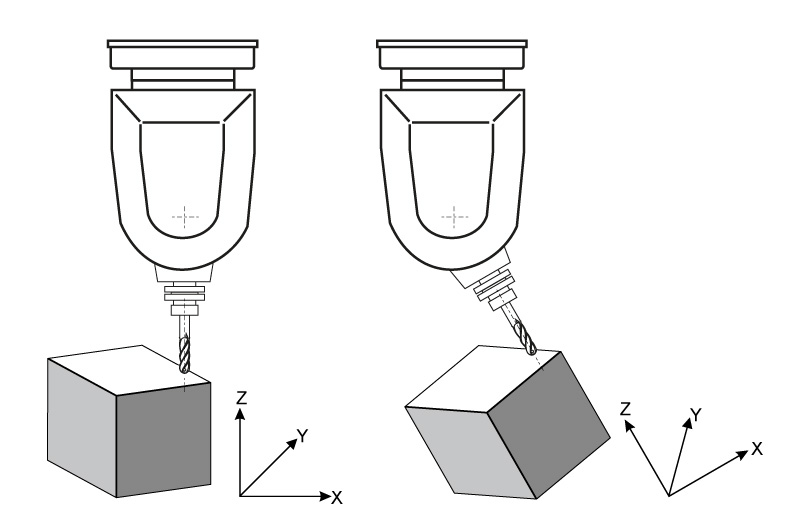
- vincolando il sistema di riferimento all’asse utensile; in questo modo, posizionando gli assi rotativi della testa, il sistema di riferimento XYZ subisce la stessa rotazione
Vantaggi
- effettuata la rotazione, programmi di lavorazione e movimenti degli assi da pulsante o da volantino saranno da quel momento riferiti al sistema XYZ ruotato
- consente di eseguire un percorso utensile secondo un sistema di riferimento diverso da quello utilizzato per la programmazione; la realizzazione dei programmi di lavorazione risulta quindi semplificata; per esempio una lavorazione da eseguire su un piano inclinato può essere programmata sul piano XY della macchina e poi ruotata
Retract

Come funziona
E’ un pulsante sul pannello del controllo: dopo aver fermato la lavorazione con il pulsante Hold, premendo Retract si allontana l’utensile dal pezzo.
Vantaggi
In caso di interruzione imprevista della lavorazione, consente di allontanare in massima sicurezza l’utensile dal pezzo. Utile in particolare su macchine a 5 assi in abbinamento alla funzione Cannotto Virtuale: in questo caso il movimento di allontanamento viene automaticamente eseguito secondo l’effettiva direzione dell’asse utensile. Premendo il pulsante Release per riavviare la lavorazione, l’utensile viene automaticamente riportato sul punto di interruzione
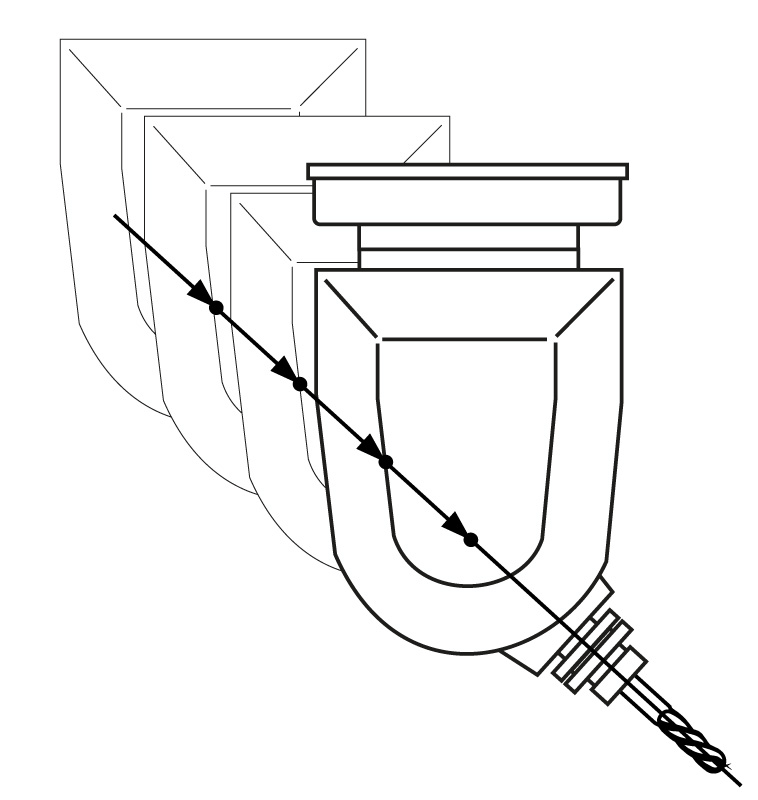
Cannotto Virtuale
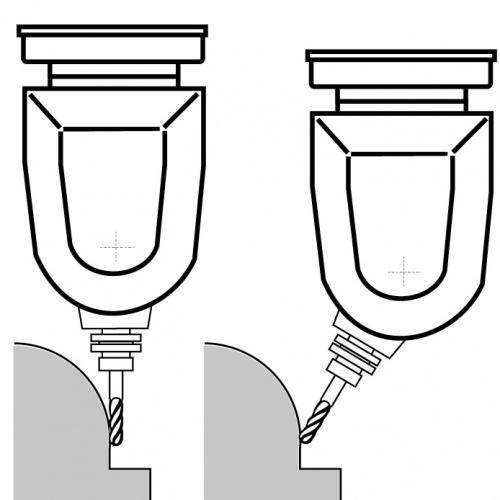
Come funziona
Si tratta di un asse virtuale, posizionato secondo l’asse utensile, selezionabile dall’operatore come un asse reale, e come un asse reale movimentato da programma o, manualmente, da pulsante o da volantino. In base alla posizione dei due assi della testa birotativa, il controllo calcola la posizione dell’asse utensile e combina il movimento di X, Y e Z per ottenere uno spostamento lungo quell’asse.
Vantaggi
Il cannotto virtuale semplifica tutte le operazioni dove è necessario muovere l’utensile secondo il suo asse, sia manuali che da programma; per esempio forature inclinate o svincoli dell’utensile a fine lavorazione.
HMS (Head Measuring System)

Come funziona
E’ un dispositivo per la misura e la compensazione automatica degli errori geometrici di una testa, birotativa continua o indexata, oppure di una tavola roto-basculante.
E’ dotato di 3 sensori collegati al CNC, e di uno specifico software di elaborazione.
Vantaggi
- migliora la precisione e la qualità delle lavorazioni su macchine a 5 assi
- può essere utilizzato da personale non specializzato
- riduce drasticamente i tempi di verifica rispetto ai sistemi tradizionali (mezz’ora anziché una giornata)
- misura tutte le posizioni della testa e/o tavola (non solo quelle ortogonali)
- misura anche i parametri RTCP
- inserisce automaticamente i valori di correzione nel CN
Introducendo oltre 40 anni fa il controllo numerico nel mondo degli stampi, Fidia ha sempre prestato grande attenzione alle necessità di chi lavora pezzi unici. Benché i percorsi utensile siano ormai tutti prodotti e verificati su sistemi CAD/CAM sempre più affidabili, in diversi casi molti utilizzatori ritengono importante che sia garantita una certa flessibilità a bordo macchina, con interventi decisi dall’operatore in base alla sua esperienza. Per soddisfare questa necessità, Fidia ha sviluppato diverse funzionalità specifiche.

CQA da volantino

Come funziona
Abbinato il volantino a un asse, si abilita la traslazione lungo l’asse selezionato del programma di lavorazione, durante l’esecuzione del programma stesso. Tutti gli assi sono selezionabili, compreso il cannotto virtuale.
Vantaggi
Quando si deve ripetere una lavorazione su un pezzo già lavorato, in particolare una finitura, questa funzionalità aiuta l’operatore a posizionare il percorso utensile. Osservando la lavorazione, l’operatore può infatti utilizzare il volantino per spostare l’intero percorso lungo l’asse selezionato, con passi pari alla risoluzione del volantino stesso.
ES/AP
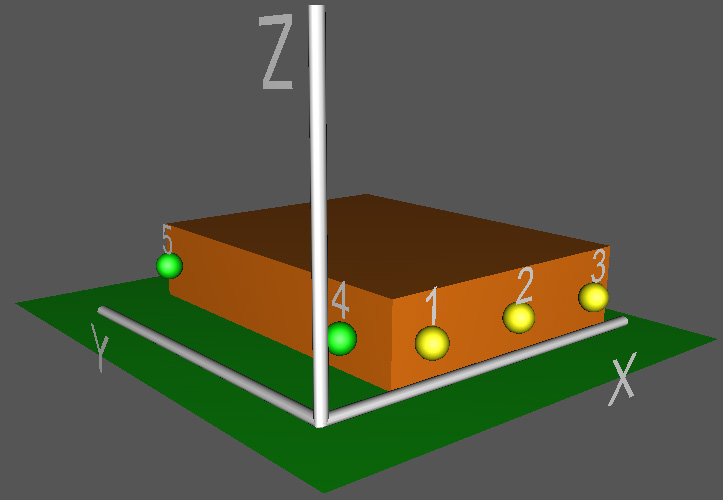
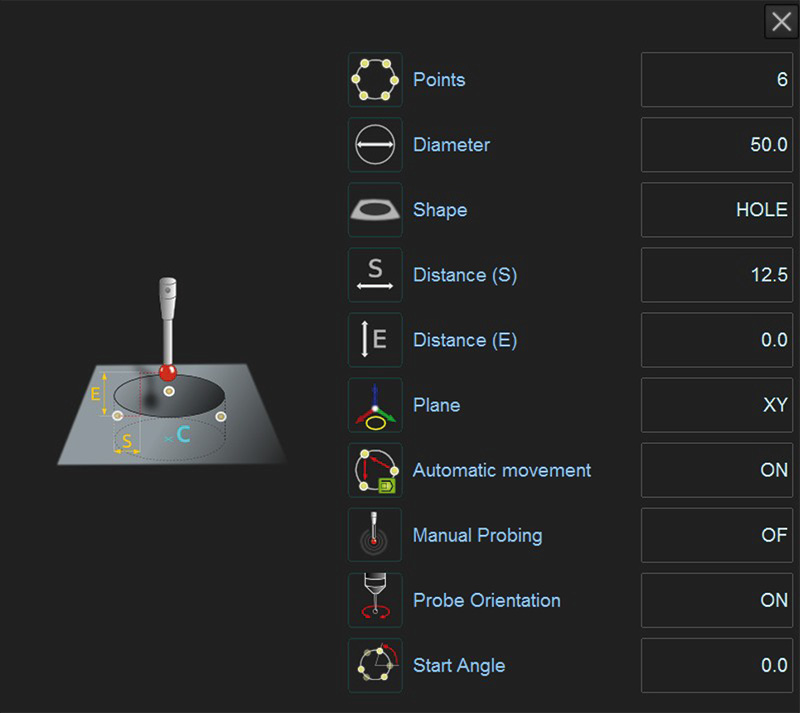
Come funziona
A partire da misure effettuate sul pezzo mediante tastatore, il controllo calcola un nuovo sistema di riferimento, allineato con il pezzo.
Vantaggi
Rende in molti casi non necessario un preciso allineamento del pezzo al sistema di riferimento della macchina. Al contrario, utilizzando questo ciclo, il controllo determina il sistema di riferimento allineato al pezzo e poi esegue la lavorazione rispetto a questo.
Fresatura trocoidale
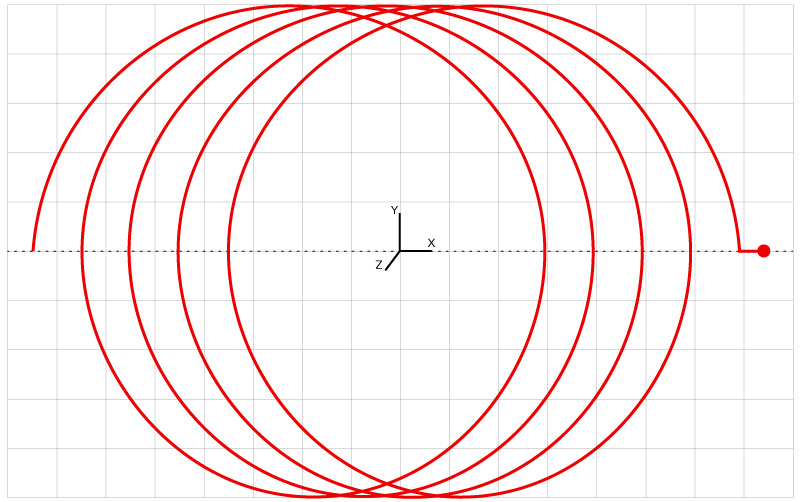
Come funziona
Si tratta di un metodo di fresatura in cui un movimento in avanti viene sovrapposto da un movimento circolare. È applicato in particolare nella lavorazione di cave ad alta velocità e materiali di difficile lavorazione. Specifiche funzioni consentono di programmare il diametro e il passo del movimento trocoidale.
Vantaggi
- Genera una ridotta forza di taglio radiale che consente un’elevata profondità di taglio;
- Riduce le vibrazioni;
- Consente l’utilizzo di utensili di diametro inferiore, da cui deriva una riduzione dei costi e una maggior flessibilità;
- Genera trucioli di minor spessore e riduce il calore prodotto, consentendo velocità di taglio e di avanzamento elevati;
- Aumenta in modo significativo i volumi di asportazione.
Dyna
Come funziona
Con il termine Look Ahead si intende l’insieme degli algoritmi che governano la dinamica della macchina, velocità e accelerazione in particolare, in funzione dell’andamento del percorso utensile. Dyna è un parametro che interviene all’interno di questi algoritmi, è impostabile dall’operatore della macchina, e consente di regolare le prestazioni dinamiche della macchina. Il valore standard è 100 e può essere impostato tra 50 e 150: valori più alti consentono velocità di avanzamento più elevate mentre valori più bassi migliorano la qualità della superficie.
Vantaggi
Offre all’operatore della macchina la facoltà di scegliere tra privilegiare un’alta qualità della superficie o, al contrario, un’alta velocità di esecuzione. Potendo effettuare questa scelta a bordo macchina, anche a lavorazione in corso, l’operatore può impostare il parametro Dyna in funzione del tipo di lavorazione e del risultato atteso in termini di tempo e qualità di esecuzione. In abbinamento al parametro Dyna, il parametro Lamode può essere impostato tra modo sgrossatura e modo finitura, per un ulteriore affinamento del comportamento della macchina.
 Predict Time
Predict Time
Come funziona
Eseguendo un programma in modo TP, il controllo simula la lavorazione e stima il tempo di lavorazione.
Vantaggi
In fase di esecuzione della lavorazione, il controllo visualizza l’ora di fine esecuzione e il tempo rimasto.

